针对高速线材生产线控制精度高、运转速度高、控制复杂的特点,邢钢的4条高速线材生产线采用ABB的AS520操作员站系统、RMC系统、全数字调速传动控制系统,7年多的生产实践证明,能够可靠、稳定、精确、高效地运行,且界面友好、保护功能完备、故障诊断功能强,便于系统维护,获得了良好的社会、经济效益。
1 前 言 高速线材生产线以高效率、高经济的优越特性,在轧钢行业中得到迅速发展,它也是各种新技术应用最为广泛的一个领域。高速线材生产线需要配备高运转速度、高灵敏度、高精度的控制系统,目前广泛采用计算机过程控制、精密的数字调速传动控制系统来完成。因此一级计算机控制系统、传动控制系统,以及具备友好的人机对话功能、兼备直观快速故障诊断功能的上位机监控系统,成为高速线材生产线技术的核心,得到了迅速发展。
邢钢的4条高速线材生产线电气核心控制均采用ABB轧线控制系统,以DCS600系列全数字直流调速传动及AC8600系列全数字交流变频调速传动装置为基础,以AC450 RMC为主控制器的PLC及分布式I/O控制系统为核心,采用界面友好、功能强大、高可靠性的AS520操作员站(advant station 520),通过不同的现场总线通讯网络联接,形成并行运算、集中管理、分散控制、资源共享的集散式计算机控制系统。由于控制分散,可靠性增强,局部控制元件故障不影响模块的正常运行;而集中监控,则可使操作及管理人员掌握全局过程控制,同时便于系统维护。ABB公司在国内已经成功设计、调试了10余条线材生产线,具有丰富的现场调试经验和技术诀窍(knowhow),利用已经形成的标准化、模块化的线材轧机控制软件包,在高速线材生产线的控制领域具有独特的技术优势。
2 生产工艺流程 邢钢4线车间共设轧机28架,采用全连续布置方式,轧机平均小时产量为75t/h,第一架轧机入口速度大于0.1m/s,设计年产量50万t,产品规格Ø6.5~16mm。生产工艺流程图如图1所示。
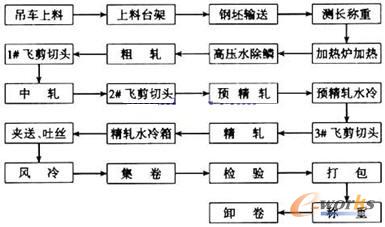
图1 生产工艺流程图
当生产线上出现事故时,系统可根据发生事故的区域制动相关的轧机,并启动1#,2#,3#飞剪碎断轧件以避免事故继续扩大。
3 ABB轧线控制系统组成
系统组成示意图见图2。
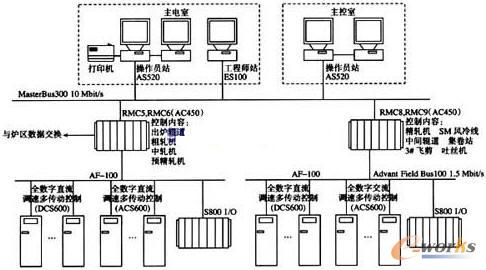
图2 ABB轧线控制系统组成示意图
Advant控制器是面向工业自动化应用的一个开放的、集散控制系统,并有多种网络通讯方式可选用,例如现场总线(Fieldbus)、局域网和广域网(1ocal and wide atea networks)。Advant OCS控制系统无论在小型的机械设备还是大型工厂自动化控制均可以广泛应用,它提供了覆盖过程控制所有方面的强大功能,主要控制功能为:①通过中央或分布I/O与过程接口;②逻辑和顺序控制;③调节控制,包括自调节、自适应;④管理和优化控制;⑤定位控制;⑥电机传动调速控制;⑦计算和过程优化;⑧报警和事件记录;⑨测量值和计算值的记录。
来源:钢铁行业